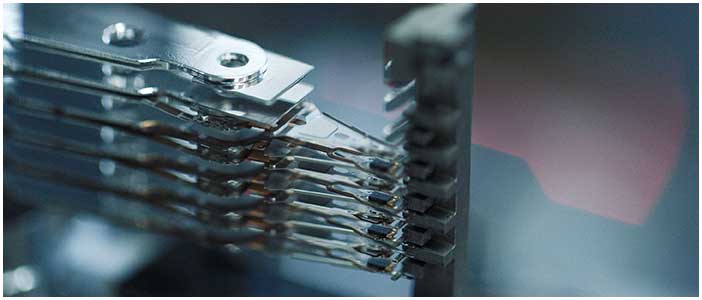
The drive’s head (as tiny as a flake of pepper) flies the height of the human hair’s thickness above a disk rotating at over 80 mph. The head-disk interface is a key focus of quality assurance.
"Quality is not only about whether the drive will break or not; that’s just a start. It’s about the total customer experience."
—Rich L. Segar, Senior Director of Reliability Engineering
What do our customers need? Seagate's craftspeople are always dreaming up the answers to this question.
Whether it’s about how close the head of a drive hovers over the plate with data or about ensuring compatibility with real-time data processing at the edge, quality must accompany innovation. Engineers take stock of customers’ needs and puzzle out technologies that meet them. They button up the design of our components, answering the key question about the product’s feasibility: Is the technology mature enough that we can manufacture millions of units? If the answer is yes, the product advances to production.
In any year, our engineers examine hundreds of product ideas. Of these, only a handful make it into production.
It takes about 5,000,000 hours to test 20,000 drives during product development, before ideas move to production.
After a product idea is deemed feasible, design can begin. The customer and marketing requirements are translated into parameters that have to be met as part of the Reliability and Quality Certification process. As parts are built, testing determines what works and what has to improve. A great deal of building and rebuilding ensues. Over 160 quality tests take place. They include the 6-week reliability testing to demonstrate mean time between failures, and checks examining temperature, voltage, corrosion, shock and vibration, acoustics, etc.

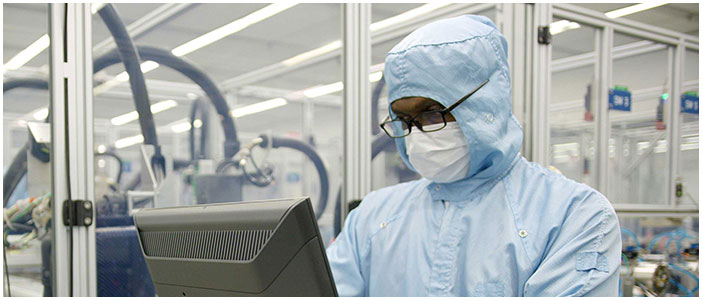
Testing against the metrics provided by our consumers takes place in cleanrooms, labs, and other controlled environments.
“Quality also affects packaging. Shipping to humid areas in Asia, for example, mean we need packaging so robust that the moisture won’t damage the drive.”
— Chris M. Wilson, Principal Program Manager, Product Development Engineering
Drives are tested at temperatures as high as 167°F. That’s much hotter than the sizzling Death Valley, where record heat hovers around 134°F. Engineers use these high-temp and high-humidity environments to look for corrosion, outgassing and contamination.
Climate change affects quality, too. “A cloud service provider may adapt a strategy of greening, so less energy is spent on cooling,” explains Steven Crochiere, Senior Director, Materials Science and Contamination Engineering. “As a result, drives are expected to operate at higher temps, which changes our quality requirements throughout the supply chain. In order to anticipate that, we might change the temperature requirements from, say, 85°C to 100°C.”

Hotter than Death Valley: that’s the temperature to which we bring our products during a common heat check. Each drive must be able to exist at altitudes 11,000 higher than Mount Everest.
Each drive must operate flawlessly at heights from 1,000 feet to 10,000.
During the product qualification phase, we ship products to customers so that they can make sure our solutions perform well in their systems.
Another standout measure is the altitude test — it’s all about putting the product under pressure. The goal is to ensure that drives can exist in an environment up to 40,000 feet. That’s 11,000 feet higher than Mount Everest.

Quality assurance is ultimately about putting our customers first.
Our quality assurance work is never done. Field reports from our customers are essential. For example, Seagate enables and supports quality checks in smart factories. “Within the Industry 4.0, and specifically IT 4.0 context — the fourth wave of industrial revolution as it concerns data — the thought is to have automated factory floors, which benefit from real-time data extending from customers into design, supply chain, and factory,” says Rich Segar, Senior Director of Reliability Engineering.
We now bridge the connected, real-time IT 4.0 infrastructure and optimise reliability on the factory floor with AI and machine learning.
“So Seagate invested in analytics capabilities. As a result, both we at Seagate and our customers now bridge the connected, real-time IT 4.0 infrastructure and use models to optimise reliability on the factory floor.”
Whether our customer is a smart factory, a creative pro travelling with a camera, or a hyperscale data centre, Seagate’s focus is on the ultimate judges of reliability — our customers.